- Meltblowing is a process for
producing fibrous webs or articles directly from polymers or resins using
high-velocity air or another appropriate force to attenuate the filaments.
- This one is a recent
technique developed in nonwoven manufacturing.
- The advantage of this process
is its ability to produce microfiber webs having diameters ranging from
0.1 mm to 15 mm, from which diameters 2-4 mm are popular.
Raw
Materials
The
meltblown process has no or little orientation after extrusion. Hence many
polymers apart from Polypropylene and Polyester can be processed:
1) High-density polyethylene (HDPE), Low-density polyethylene (LDPE), LLDPE
2)
Polyamides (PA 6, PA 6.6, PA10)
3)
Polystyrene (PS)
4)
Polytrifluorochloroethene (PCTFE)
5)
Polycarbonate (PC)
6)
Polyurethane (PUR)
Meltblown
Process
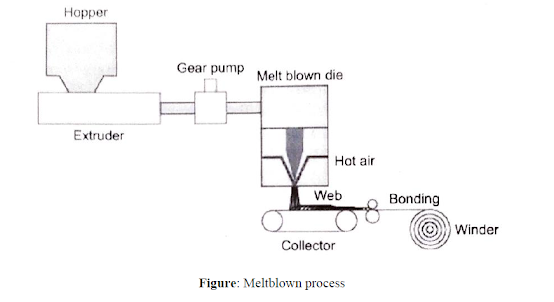
Meltblowing is a single-stage process in
which high-velocity air blows a molten thermoplastics resin an extruder die tip
onto a conveyor or take-up screen to form a finely fibrous and self-bonding web
as below:
The
components of meltblowing process are:- Extruder:
from the hopper feeder, the polymer chips are feds to the Archimedean
screw, which rotates inside the cylinder; due to this rotation chips are
forwarded to the hot walls of the cylinder, so the polymer melted by heat
and frictional forces. The screw is divided into feed, transition, and
metering zone.
ð The
feed zone preheats the polymer pellets.
ð Transition
zone compresses and homogenizes the melting polymers.
ð Metering
zone serves to generate maximum pressure for extrusion.
- Metering Pump: It controls the delivery of the melt to the die assembly ensuring a consistent flow of polymer with the required pressure, temperature, and
viscosity. It is designed with two intermeshing and counter-rotating
toothed gears.
- Die Assembly:
ð Feed
Distribution: It distributes the flow evenly to all
the spinnerets flow and ensures constant residence time across the width of the die
in all instances. There are two types of feed distribution, one is T-type and
another is coat hanger type (widely used).
ð Air
Manifolds: The die nosepiece is designed with slots through
which the air manifolds supply the high-velocity hot air. Generally, the
temperature of 230˚C to 360˚C and air velocities of 0.5-0.8% of the speed of
sound.
ð Die
Nosepiece: The design of the die nosepiece is responsible for web
uniformity. It is typically a hollow and tapered piece of metal having a linear
arrangement of several hundred orifices along its width. The polymer melts
extruded through these holes and the emerging filaments are quenched using hot
air. The dimension of the nosepiece includes a diameter of 0.4 mm and the number of orifices per mm ranges from 1 to 4.
- Web Formation:
Extruded polymers passed through the die holes, hot air streams of high
velocity, and the die nosepiece to form microfibers. The hot air stream
directs the microfibers to a collecting screen. On the way to the same
screen, the secondary air cools and solidifies the fibers. Due to random
deposition of fibers, they entangled themselves, and hence air turbulence
forms a self-bonded nonwoven web. The collector speed and the distance of
the die nosepiece from the collector screen are playing major roles in
producing different types of meltblowns. The hot air lying on the fibers can
be withdrawn by applying a vacuum inside the collector screen.

- Winding:
The web is wound onto a cardboard core and processed according to the
end-use requirement.
- Bonding:
To improve the fiber adhesion and web characteristics, the web may be
subjected to additional bonding processes like thermal bonding. Either area
bonding (overall) or pattern bonding (spot) techniques can be adapted,
which improves the web strength and abrasion resistance.
- Finishing:
This treatment is not mandatory, finishing treatments like calendaring,
embossing can be performed at the end of the production line.
Process
Variables
- The process variables are divided into
two categories such as operational/online and offline variables.

Web
Characteristics and Properties
- The distribution of fiber in
the air stream and the vacuum settings below the collecting screen
determine the web uniformity.
- Non-uniform distribution can
be caused due to poor die design and improper airflow in the air stream.
- The vacuum under the collector
should be capable of withdrawing the entire air stream through the perforations
and randomly locking the fibers in place.
- As the distance between the die
and the collecting screen increases, the web uniformity decreases.
Product
characteristics
ð Random
fiber orientation in the web
ð Lower
to moderate web strength
ð High
opacity
ð Low
GSM material
ð Fiber
diameter ranges from 0.5 to 30m, but typically 2-7 m
ð Basis
weight ranges from 8 – 350 g/m2, but typically 20 – 200 g/m2
ð Good
insulation and filtration characteristics
ð Smooth
and soft surface texture and are circular in cross-section
ð Layered
structure, the number of layers increases with basis weight.
Application
|
Medical
fabrics
|
- Disposable gown
- Drape market
- Sterilization
- Wrap segment
- Sanitary products
etc.
|
|
Adsorbents
|
- Sorbents to pick
up oil from the surface of the water like, encountered in an accidental oil
etc.
|
|
Filtration
media
|
- Filter media
- Cartridge media
- Cleanroom
filters and others
|
|
Apparel
|
- Thermal insulation
- Disposable industrial
apparel
- Substrate for
synthetic leather
|
|
Electronic
specialities
|
- Liner fabric in computer
floppy disks
- Battery separators
- Insulation capacitors
|
|
Miscellaneous
|
- Manufacture of
tents
- Elastomeric non-woven
fabrics etc.
|
References
- Karthik
T., Prabha Karan C., and R. Rathinamoorthy (2016), Non-woven - Process,
Structure, Properties and Applications, Woodhead Publication India, pp. 80-86.
- Giovanni
Tanchis (2008), The nonwovens, ACIMIT.
- Lokesh K V (2013), Meltblown nonwoven, www.textilelearner.blogspot.com